В этой категории 16 товаров:
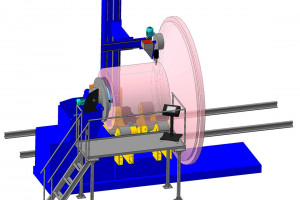
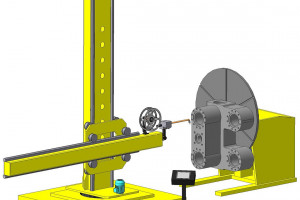
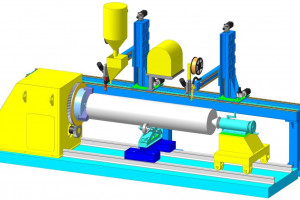
001
Out of stock
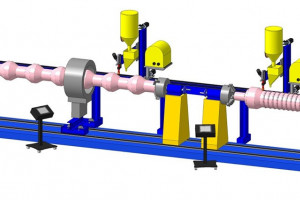
- Диаметры наплавляемых деталей, мм: 120 – 800
- Диаметры электродной проволоки, мм: 1,2 – 3,6
- Масса наплавляемой детали, кг: до 3000
- Скорость вращения детали, об/мин: 0,2 – 5,0
- Масса установки, кг: 900
- Длина наплавляемой поверхности, мм: До 800
- Вертикальный ход горелки, мм: 500
- Мах сварочный ток, А: 630
- Габариты установки, мм: 5600х1800х1200
- Установленная мощность, кВа: 50

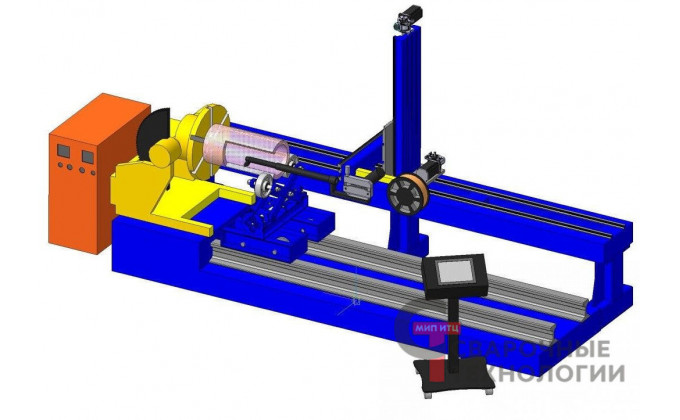
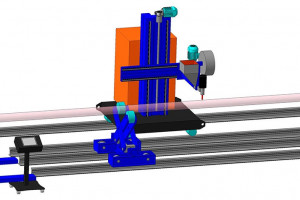
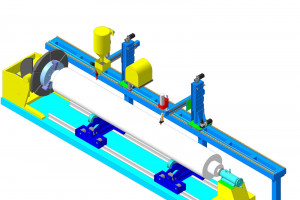
046
Out of stock
- Масса наплавляемой детали, кг: 300
- Масса установки, кг: 600
- Вертикальный ход горелки, мм: 400
- Габариты установки, мм: 2500х1400х2300
- Горизонтальный ход горелки, мм: 1200
- Поперечный ход горелки, мм: 700
- Напряжение питающей сети: 3*400 V+50/60
- Максимальная длина детали, мм: 1200
- Ток плазмы (100% ПВ): 220
- Напряжение холостого хода: 80
- Применяемые газы: AR+AR/H2
- Максимальная мощность: 30
- Регулировка тока плазмы: 6 — 500
- Ток пилотной дуги (100% ПВ): 50

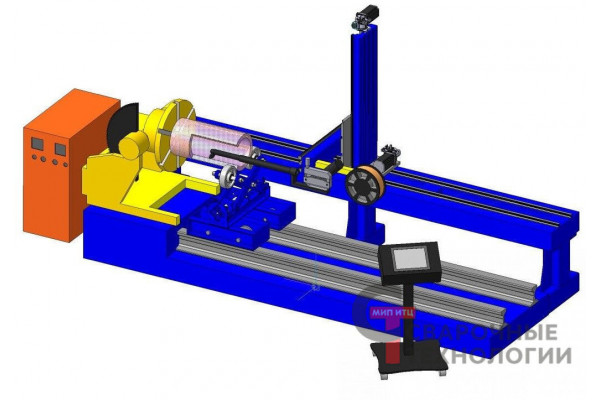
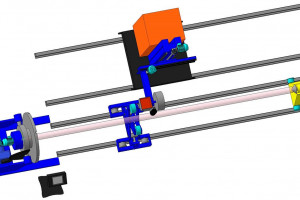
053
Out of stock
- Диаметры наплавляемых деталей, мм: 80 — 700
- Диаметры электродной проволоки, мм: 1,6 – 4,0
- Масса наплавляемой детали, кг: до 5000
- Масса установки, кг: 2800
- Вертикальный ход горелки, мм: 600
- Габариты установки, мм: 7800х1600х2500
- Установленная мощность, кВа: 50
- Сварочный ток, А: 100 — 630
- Максимальная длина детали, мм: до 4000
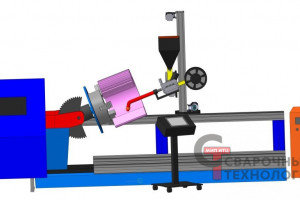
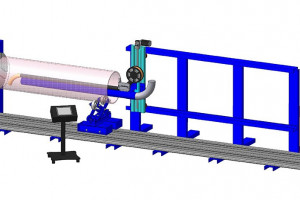
040
Out of stock
- Диаметры наплавляемых деталей, мм: 150-3000
- Диаметры электродной проволоки, мм: 1,6-4,0
- Масса наплавляемой детали, кг: До 28 тн
- Скорость вращения детали, об/мин: 0,1-3,5
- Масса установки, кг: 7000
- Вертикальный ход горелки, мм: 1500
- Мах сварочный ток, А: 1000
- Габариты установки, мм: 9200х3800х3500
- Установленная мощность, кВа: 60
- Максимальная длина детали, мм: До 6000

057
Out of stock
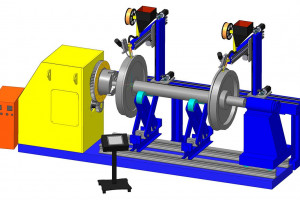
- Диаметры наплавляемых деталей, мм: 30 — 600
- Диаметры электродной проволоки, мм: 0,8 — 1,0
- Скорость вращения детали, об/мин: 0,3 - 12
- Масса установки, кг: 18,6
- Сварочный ток, А: 200А/100%
- Напряжение питающей сети: 110/120/220/240V / 50Hz
- Диаметры порошковых проволок, мм: 1,2
- Масса шкафа управления, кг: 9,2
010
Out of stock
- Диаметры наплавляемых деталей, мм: 110 – 820
- Диаметры электродной проволоки, мм: 1,2 – 3,6
- Масса наплавляемой детали, кг: До 2000
- Скорость вращения детали, об/мин: 0,2 – 5,0
- Масса установки, кг: 900
- Длина наплавляемой поверхности, мм: До 2500
- Вертикальный ход горелки, мм: 700
- Мах сварочный ток, А: 1000
- Габариты установки, мм: 5100х1800х1200
- Установленная мощность, кВа: 50
022
Out of stock
- Диаметры наплавляемых деталей, мм: 30-1200
- Диаметры электродной проволоки, мм: 1.2-2.0
- Масса наплавляемой детали, кг: 8000
- Скорость вращения детали, об/мин: 0,01-10
- Масса установки, кг: 2200
- Длина наплавляемой поверхности, мм: 3000
- Вертикальный ход горелки, мм: 600
- Габариты установки, мм: 9800х2600х2000
- Установленная мощность, кВа: 60
- Сварочный ток, А: 500
- Угол поворота планшайбы, град.: 0 – 135
- Max. сварочный ток при MIG процессе, А: 630
- Скорость горизонтального перемещения кареток, мм/мин: 0,4-60
- Диаметр рабочего стола, мм: 1200

015
Out of stock
- Диаметры электродной проволоки, мм: 0,8-1,6
- Масса установки, кг: 200
- Вертикальный ход горелки, мм: 310
- Сварочный ток, А: постоянный
- Размах линейных колебаний, мм: 0-25
- Напряжение питающей сети: 380 В
- Скорость подачи электродной проволоки: 0,5-24 м/мин
- Внутренние диаметры наплавляемых клапанов: 10-65 мм
- Max потребляемая мощность: не более 25 кВа
- Номинальный сварочный ток при ПВ 100%: 300 А
- Max глубина наплавляемого отверстия: 300 мм
- Максимальная скорость размаха колебаний: 99 см/мин
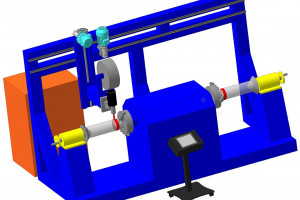
039
Out of stock
- Диаметры наплавляемых деталей, мм: 100-1100
- Диаметры электродной проволоки, мм: 1,6-5,0
- Масса наплавляемой детали, кг: До 2000
- Длина наплавляемой поверхности, мм: До 1200
- Вертикальный ход горелки, мм: До 1000
- Сварочный ток, А: 40-630 60-630
- Поперечный ход горелки, мм: 1000
- Максимальная длина детали, мм: До 2500
- Смещение горелки с зенита, мм: ±75
- Диаметры наплавляемых внутренних поверхностей, мм: 120-650
- Диаметры проволок сплошного сечения для наплавки под флюсом, мм: 1,6 – 5,0
- Диаметры проволок самозащитных порошковых, мм: 1,2 – 3,6
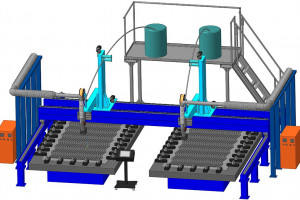
019
Out of stock
- Масса установки, кг: 2800
- Вертикальный ход горелки, мм: До 400
- Габариты установки, мм: 5200х2800х1500
- Ток наплавки: 150 – 1250 А
- Скорость наплавки: 15 – 200
- Габариты наплавляемых деталей, мм: Ширина – до 1500 Длина – до 3000
- Наплавляемые толщины, мм: 3 – 20
- Толщина наплавляемых деталей, мм: 5 – 50
- Диаметры порошковых проволок, мм: 1,6 – 3,2
007
Out of stock
- Диаметры наплавляемых деталей, мм: 30-400
- Диаметры электродной проволоки, мм: 1,6-3,0
- Масса наплавляемой детали, кг: 800
- Длина наплавляемой поверхности, мм: 800
- Габариты установки, мм: 2700х1200х2000
- Установленная мощность, кВа: 40
- Амплитуда колебаний: 0-100
- Вес наплавляемой детали, кг: До 100
- Угол поворота наплавочной горелки: 0-45

042
Out of stock
- Диаметры наплавляемых деталей, мм: 10 – 450
- Диаметры электродной проволоки, мм: 0,8 – 1,6
- Масса наплавляемой детали, кг: 150
- Вертикальный ход горелки, мм: 620
- Габариты установки, мм: 2000х1600х1000
- Установленная мощность, кВа: до 25
- Внутренние диаметры наплавляемых клапанов: 16 – 300
- Максимальная длина детали, мм: До 1000
027
Out of stock
- Диаметры наплавляемых деталей, мм: 80-1300
- Диаметры электродной проволоки, мм: 1,6-4,0
- Масса наплавляемой детали, кг: До 5000
- Скорость вращения детали, об/мин: 0,1-3,0
- Масса установки, кг: 2800
- Длина наплавляемой поверхности, мм: До 3000
- Вертикальный ход горелки, мм: 600
- Габариты установки, мм: 6400х1600х2500
- Установленная мощность, кВа: 50
- Сварочный ток, А: 100-630